SMED (Single-Minute Exchange of Die) es una método de Lean Manufacturing para reducir un desperdicio
en particular: el tiempo empleado para hacer los cambios de productos. Implementar esta herramienta
para una pyme industrial es relativamente fácil de hacer en comparación con el beneficio que con ella
se obtiene.
Su objetivo es reducir los tiempos de set up, pero las implicancias positivas de ello dentro de la
organización son diversas y muy valiosas. ¡Te puede hacer ganar carreras!
Por ejemplo, la carrera que tienes con tu competencia por captar clientes.
En un entorno fabril, la palabra set up hace referencia al tiempo que se emplea para acondicionar
una máquina, equipo o dispositivo, para que empiece a producir un modelo diferente de productos del
que venía fabricando.
Esa cantidad de tiempo comienza a correr desde que la máquina deja de fabricar la última pieza buena
del moldelo “A”, y finaliza en el preciso instante que empieza a producir la primera pieza buena del
modelo “B”.
Esta definición es importante que la tengas bien clara, si así no fuera correrás el riesgo de hacer
imputaciones erróneas del tiempo no productivo, lo que te llevaría a falsos diagnósticos y decisiones
equivocadas. Pero vayamos por parte.
SMED tiene sus orígenes allá por los años ´70 cuando en Japón, Toyota logró bajar a 3 minutos el
tiempo de preparación de una prensa de 800 Tn para cubiertas y guardabarros. Ese cambio en las
empresas americanas llevaba unas horas o incluso hasta un día entero. Y qué sucedió a partir de allí?
Toyota minimizó las existencias de productos (terminado y semi-elaborado), orientó su fabricación a
pedidos y aumentó su rapidéz para adaptarse a la demanda, puntales principales de su ventaja competitiva.
SMED es una técnica de mejora del portfolio de lean manufacturing cuyo nombre es el acrónimo de:
SINGLE - MINUTE - EXCHANGE - of - DIE.
En nuestro idioma sería algo así como, “preparación de un solo dígito”, o "cambio de formato en un
tiempo inferior a los 10 minutos".
Básicamente SMED ayudará a tu PYME a reducir tiempo de set up, disponiendo ordenadamente, en lugares
de rápido acceso, todos los artículos necesarios para el cambio (herramientas, insumos, dispositivos
productivos, materia prima, etc), y organizando las tareas.
SMED te indicará paso a paso cómo tener un proceso disciplinado con el fin de bajar los tiempos.
Aunque reducir a SMED a una técnica de mejora continua es un tanto injusto, además de ello es un
concepto, que requiere de un cambio de actitud significativo de la gente.
Ahora bien, por qué los consultores solemos apuntar inicialmente a SMED a la hora de asesorar a una PYME.
Porque los set up por lo general son muy largos y frecuentes, están a la vista de todos y ofrecen la posibilidad de generar una mejora palpable y rápida, con múltiples beneficios para el negocio y el marketing de lean manufacturing.
Además, no requiere demasiados recursos para su implementación, por más pequeña que la PYME sea.
Obviamente demandará conocer bien la técnica, pero no es complicada, y disponer de una fuerte dosis de
creatividad para eliminar o simplificar algunas actividades, pero aquí el trabajo en equipo será la clave.
En definitiva la relación costo/beneficio es ampliamente favorable, lo que representa una buena oportunidad
para comenzar a introducir el conceptos lean manufacturing dentro de la organización.
• Se requiere mucha experiencia y habilidad para hacer un cambio rápido de manera eficiente. Esto se logra
por medio de mucha experiencia.
• La producción de grandes lotes minimiza los efectos del tiempo de preparación muy prolongados. Operar una
máquina el mayor tiempo posible incrementa la eficiencia y la capacidad producida.
• La utilización de “lotes óptimos” de producción nos permite balancear los costos adicionales generados por
el exceso de inventario, con la reducción de costos obtenida al realizar menos cambios de producto.
Todas esas ideas, que muchas veces han sido la base de estrategias de producción, son erróneas pues se apoyan
en la premisa de que todo cambio de producto no puede ser drásticamente reducido.
Por otra parte la técnica es muy simple, y está estrechamente vinculada con el sentido común, por lo cual no
requerirá de conocimientos excepcionales para implementarla.
Los dos últimos paradigmas fallan además, en organizar la empresa de adentro hacia afuera, sin tener presente
en ningún momento la Voz del Cliente, el verdadero inicio y sostén de todo emprendimiento.
Podríamos maximizar eficiencia todo lo que queramos fabricando un solo modelo de producto, o unos pocos, pero
si no es eso lo que quiere el cliente no hay empresa que perdure.
El consumidor ha entrado en una dinámica muy cambiante y demandante, y en ese contexto es el SMED, y no los
lotes e inventarios enormes, la herramienta estratégica para comenzar a adaptarse a esa realidad.

• Flexibilidad en cambios de producto. Estarás en mejores condiciones de dar respuesta a demandas cada vez más cambiantes del mercado, lo que seguramente será una ventaja competitiva muy importante.
• Reducción del tamaño de los lotes. Esto será una consecuencia del punto anterior y te permitirá desperdiciar menos material ante una no conformidad de calidad detectada en tu producto. También te acercará a una de las principales metas de lean manufacturing: crear flujo, que el proceso fluya, para que los problemas salgan a la superficie.
• Reducción de inventarios. Menos necesidad de capital de trabajo, menos dinero inmovilizado sin generar ventas.
• Eliminación de desperdicios. La técnica te dará un arranque vertical con lo cual las pérdidas que te ocasionaban los constantes ajustes se verán minimizadas. Paras y arrancas cuando tú lo decidas.
• Reducción de costos en general. Menos desperdicio, menos pérdidas de tiempo, mejor utilización de la mano de obra y de los equipos, menores pedidas por obsolescencia, etc.
• Reducción de tiempos de producción. En promedio, fabricar una unidad de producto te llevará menos tiempo porque el SMED te devolverá valiosas hs de tiempo antes improductivas.
• Mejoramiento de la calidad. Al estandarizar las actividades dentro y fuera del set up, la configuración de la máquina y su comportamiento se ven mejorados, resultando de ello una mayor consistencia en los resultados.
Mira esta evolución en el tiempo sobre las distintas etapas de un proceso cualquiera. El análisis clásico consistiría en centrarse en la optimización de las actividades de valor agregado, ignorando las que carecen de agregado de valor.
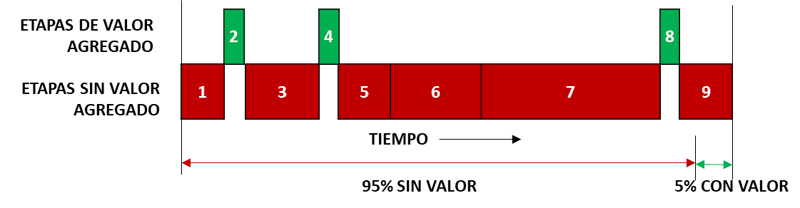
De ese modo, las mejoras en las etapas de valor agregado:
• Proveen solo mejoras incrementales en productividad.
• Son difíciles de mantener en el tiempo.
• Requieren una alta inversión de capital.
Por otro lado, concentrándote en las etapas sin valor agregado, la visión lean manufacturing, lograrás:
• Efectos contundentes sobre el rendimiento del tiempo.
• Solucionar un problema lo que hará más fácil el sostenimiento de la mejora.
• Preparar el terreno para crear flujo pieza a pieza en la organización, una de las metas más perseguida por lean manufacturing.
• Y todo ello con muchísima menos inversión.
Entonces te pregunto, ¿dónde crees que está la verdadera oportunidad?
Clarifiquemos estos dos conceptos.
Son aquellas operaciones que transforman, convierten o cambian un material hacia lo que el cliente está esperando y está dispuesto a pagar.
Son aquellas operaciones que consumen tiempo y recursos pero no aumentan el valor del producto ante los ojos del cliente.
Por ejemplo, en la producción de sal de mesa, agregar yodo a la sal es una actividad que es valorada por el cliente,
pero desplazarse 100 metros para hacer una determinación del contenido de yodo en una muestra no es trabajo, no agrega valor,
es solo movimiento, y claramente es una actividad a eliminar o minimizar ya que solo agrega costos al producto.
Entre las etapas que no agregan valor, el set up suele ser una de ellas, con un aporte en tiempo muchas veces significativo y es esa la razón de ser del SMED.
Una forma simple de visualizar un set up o cambio de producto se representa en este gráfico:
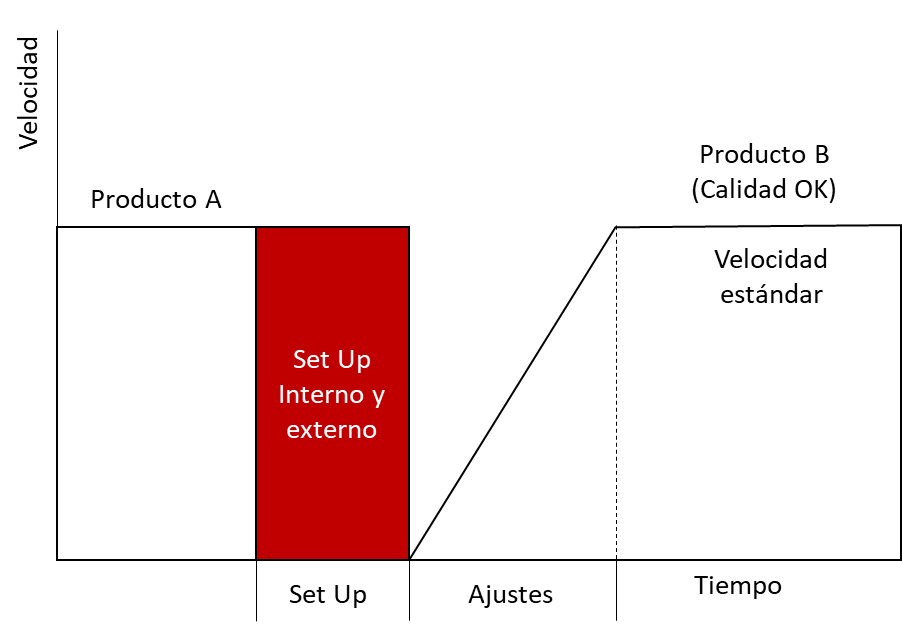
Claramente puedes ver dos etapas bien diferenciadas en el cambio de producto:
• Set up: que se hacen con la máquina parada.
• Ajustes: tareas que se realizan con máquina semi-en marcha hasta llevarla a su condición estándar de velocidad y calidad, ocupan generalmente del 50% al 70% del tiempo total de prepración de máquina.
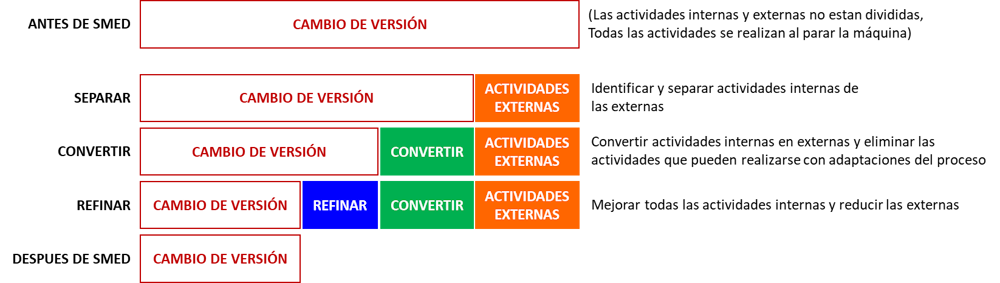
Por set up externo se entiende a todas aquellas tareas que pueden ejecutarse mientras la máquina está en marcha.
Por ejemplo en un cambio de producto de una envasadora el maquinista va a buscar herramientas para hacer el cambio de formato, luego de detenida la máquina.
Claramente esa actividad que puede hacerse mientras la máquina está en marcha, haciéndola externa, o directamente eliminarla, trasladando las herramientas al lado de la máquina.
Como contrapartida conforman el set up interno todas aquellas actividades que deben ejecutarse inevitablemente, mientras el proceso o la máquina está parada.
Por ejemplo el cambio de un cilindro de impresión en una laminadora.
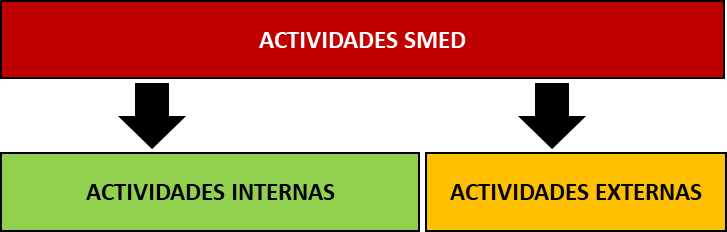
Pero desarrollemos más en detalle estos conceptos.
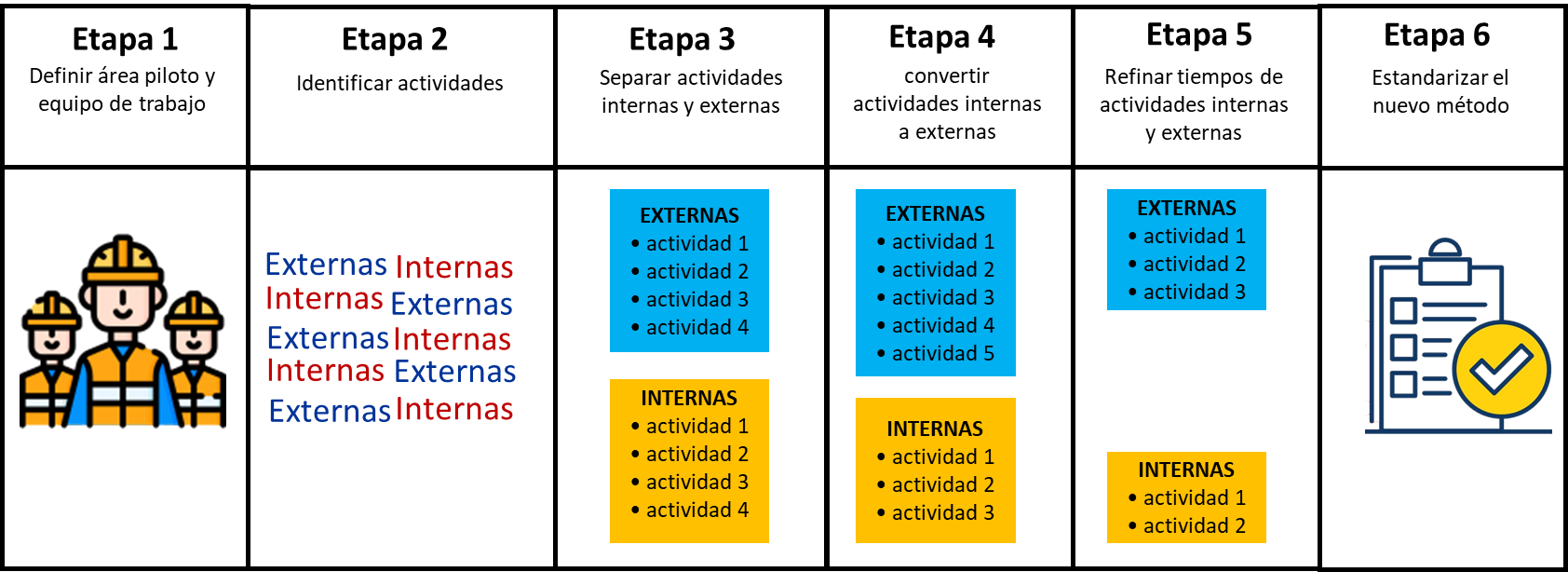
La técnica en su conjunto puede desagregarse en cuatro etapas.

La máquina ideal a seleccionar debería reunir las siguientes condiciones:
• Duración: El cambio de producto que en ella se hiciera deberá ser suficientemente largo como para tener un margen de mejora significativo, pero no demasiado como para tener un alcance abrumador (un cambio de 2 hs presenta un buen equilibrio).
• Variación: Hay una gran variación en los tiempos de ese cambio de producto (por ejemplo, varían de 2 a 5 hs).
• Oportunidad: Se hacen muchos cambios a la semana, es decir existe la oportunidad de probar las mejoras rápidamente.
• Familiaridad: Los empleados conocen bien el equipo (operadores, personal de mantenimiento, control de calidad y supervisores), y están comprometidos y motivados.
• Restricción: El equipo es un cuello de botella, por lo que las mejoras traerán beneficios inmediatos, pero antes deberás minimizar riesgos creando existencias temporales, o evaluando la tolerancia al posible tiempo de inactividad.
Una vez que elijas la máquina conforme a esas pautas, procedes a armar el equipo de trabajo.
Deberás asegurarte que sea lo más interdisciplinario posible, prestando especial atención al logro del consenso necesario sobre la elección del equipo y los objetivos.
Y para finalizar calculas el baseline (la línea base), tu punto de partida, de los datos históricos de cambio de producto para esa máquina.

En este paso el equipo se aboca a distinguir todas las tareas dentro del set up.
Una grabación en video del cambio completo es un excelente recurso y se lo potencia con el empleo de notas autoadhesivas sobre una pizarra, pared o vidrio.
Te paso algunos consejos para llevar adelante este paso.
• Tareas: Un resultado típico será la documentación de 30 a 50 tareas.
• Metodología: Repasa el vídeo con el equipo mientras una pesona va dejando registro en las notas adhesivas de los pasos relevantes del set up en el orden que se realizan.
• Hombre y máquina: Asegúrate de capturar delvídeo los elementos "humanos" (aquellos en donde el operador está haciendo algo) y los elementos de "equipo" (aquellos en donde el equipo está haciendo algo).
• Vídeo: Mientras grabas el cambio, haz que varios observadores tomen notas. A veces los observadores ven cosas que se pierden en el video.
• Postura: Durante la grabación, solo se deberá observar, no interferir ni muchos menos intentar cambiar nada. Deja que el set up transcurra con naturalidad.
La salida de esta etapa deberá ser una lista de todas las tareas ordenadas desde la primera a la última, con su costo en tiempo asociado.
Aquí la pregunta clave que te tienes que plantear es la siguiente:
“¿Puede esta tarea, como habitualmente se realiza o con pequeñas modificaciones, realizarse con la máquina en marcha?”
Todas aquellas tareas con respuesta afirmativa deberás listarlas aparte, ya que pasarán a hacerse fuera del set up, ya sea antes o después del mismo.
Ejemplos típicos son:
• Recuperación, traslado de piezas, herramientas, materiales o instrucciones.
• Inspección de piezas, herramientas o materiales.
• Limpiezas que puedan hacerse mientras está en marcha el equipo.
• Controles de calidad de la última producción.
La salida de este paso deberá ser una lista actualizada de tareas, categorizadas en tres grupos:
1. Elementos externos.
2. Elementos internos.
3. Elementos internos potencialmente externos.
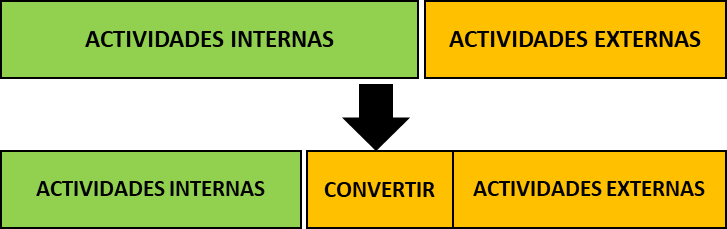
Aquí la pregunta clave que debes plantearte es la siguiente:
“¿Que necesitamos hacer para que esta tarea definida anteriormente como potencialmente externa pueda hacerse fuera del set up o incluso pueda ser eliminada?”
Respondida esa pregunta para cada tarea listada en el PASO 3 como "potencialmente externa", deberán ahora ser evaluadas por el equipo desde una perspectiva costo/beneficio para generar un orden de prioridad.
Una vez listadas conforme a ese orden de prioridad, el equipo ya puede comenzar a hacer los cambios necesarios que permitan externalizar la tarea o incluso eliminarla.
Algunas recomendaciones de técnicas usadas para convertir elementos internos en externos son:
• Preparar las piezas con anticipación, como ser precalentar troqueles antes del cambio.
• Usar elementos, repuestos, dispositivo duplicadas para evitar acondicionar durante la parada el que esté instalado en la máquina.
• Modularizar el equipo, por ejemplo, reemplaza una impresora en lugar de ajustar el cabezal de impresión para que la impresora pueda configurarse para un nuevo número de pieza antes del cambio.
• Modificar el equipo, por ejemplo agregando protección, para permitir una limpieza segura mientras se ejecuta el proceso.
La salida de este paso es una lista actualizada de tareas, con menos elementos internos y más externos, que se ejecutarán antes o después del cambio.
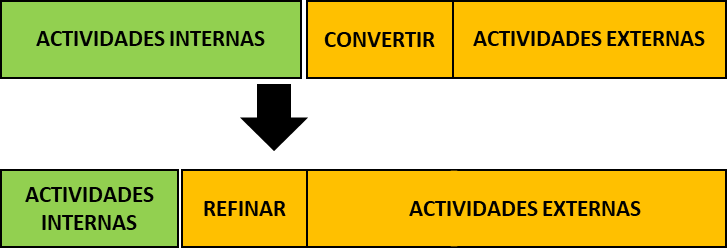
Aquí la pregunta clave que deberás plantearte es la siguiente:
“¿Cómo puedo hacer que esta tarea se lleve a cabo en menos tiempo? ¿Es posible simplificarla? ¿Cómo puedo eliminar el ajuste?”.
Se analizará todo el listado, pero obviamente el foco estará puesto en las tareas internas y en los ajustes, para lograr una mayor reducción del tiempo de máquina parada.
Como en el paso anterior, aquí también el equipo deberá hacer una evaluación de tipo costo/beneficio para priorizar.
Ejemplos típicos de racionalización de tareas son:
• Eliminar tornillos: usar mecanismos de liberación rápida u otros tipos de abrazaderas funcionales.
• Eliminar los ajustes: usar configuraciones numéricas estandarizadas; convierta los ajustes en múltiples configuraciones fijas; use líneas centrales visibles; use cuñas para estandarizar el tamaño de la matriz.
• Eliminar movimientos: reorganizar el espacio de trabajo.
• Eliminar esperas: hacer que el departamento de Calidad de máxima prioridad a la inspección del primer artículo.
• Estandarizar: usar conceptos poka yoke (a prueba de error), LUPs, Instructivos para facilitar la tarea.
• Operaciones: crear operaciones paralelas para reducir tiempos teniendo la precaución de prestar especial atención a potenciales problemas de seguridad derivados de la mayor aglomeración del personal.
La salida de este paso es un conjunto de instrucciones de trabajo actualizadas para el cambio de productos.
Es decir, se creará un trabajo estandarizado con un tiempo de cambio significativamente más rápido.
Prácticamente todas las empresas de fabricación que realizan cambios de productos pueden beneficiarse de SMED.
Sin embargo, eso no significa que SMED deba ser la prioridad.
Como seguramente ya lo sabes bien, las PYMES del mundo real tienen recursos limitados, y ni que hablar ahora en medio de una pandemia.
En ese contexto es vital que los recursos se direccionen a donde generen el mejor rendimiento.
SMED podría ser uno de esos destinos prioritarios ya que el impacto de los set up suele ser grande, pero igualmente es una decisión a pensar mejor.
Entonces posiblemente te preguntes, ¿cuál debería ser la prioridad, cómo debería razonarlo?
En la mayoría de las PYMES, la prioridad debería ser garantizar que haya una comprensión clara de dónde se pierde el tiempo productivo, y que las decisiones sobre las iniciativas de mejora se tomen en base a datos sólidos.
Eso significa que establecer un sistema para recopilar y analizar datos de rendimiento de fabricación debería ser lo primero en el largo camino de la mejora continua.
El estándar para los datos de rendimiento de fabricación es el OEE (Eficiencia general del equipo) temática que abordaré en algún próximo post.
Una vez que implementes esa métrica de la eficiencia, si es que aún no lo has hecho, recopila datos durante al menos dos semanas para obtener una imagen clara de dónde se pierde el tiempo productivo.
Con esa información podrías concluir que SMED es la prioridad si los cambios representan un porcentaje significativo del tiempo productivo perdido, por ejemplo un 20%.
De lo contrario quizás tenga que enfocarte en otras herramientas de mejora continua, ya sea de lean manufacturing o six sigma.