El OEE fue creado por Seiichi Nakajima en Nippon Denso a finales de los 1960’s, pero inició su influencia a nivel global en los 1980’s.
Nakajima definió la filosofía de trabajo TPM “Mantenimiento Productivo Total” (por sus siglas en inglés – “Total Productive Maintenance”) cuyo objetivo es incrementar notablemente la productividad, reducir pérdidas y crear una cultura de mejora continua haciendo participes a todos los trabajadores de los logros conseguidos.
En el TPM definió las “Seis Mayores Pérdidas” (“Six Big Losses”) de un proceso de manufactura, como las causas más comunes de pérdida de eficiencia y que al medirlas, monitorearlas y controlarlas pueden mejorar notablemente la eficiencia global de un proceso
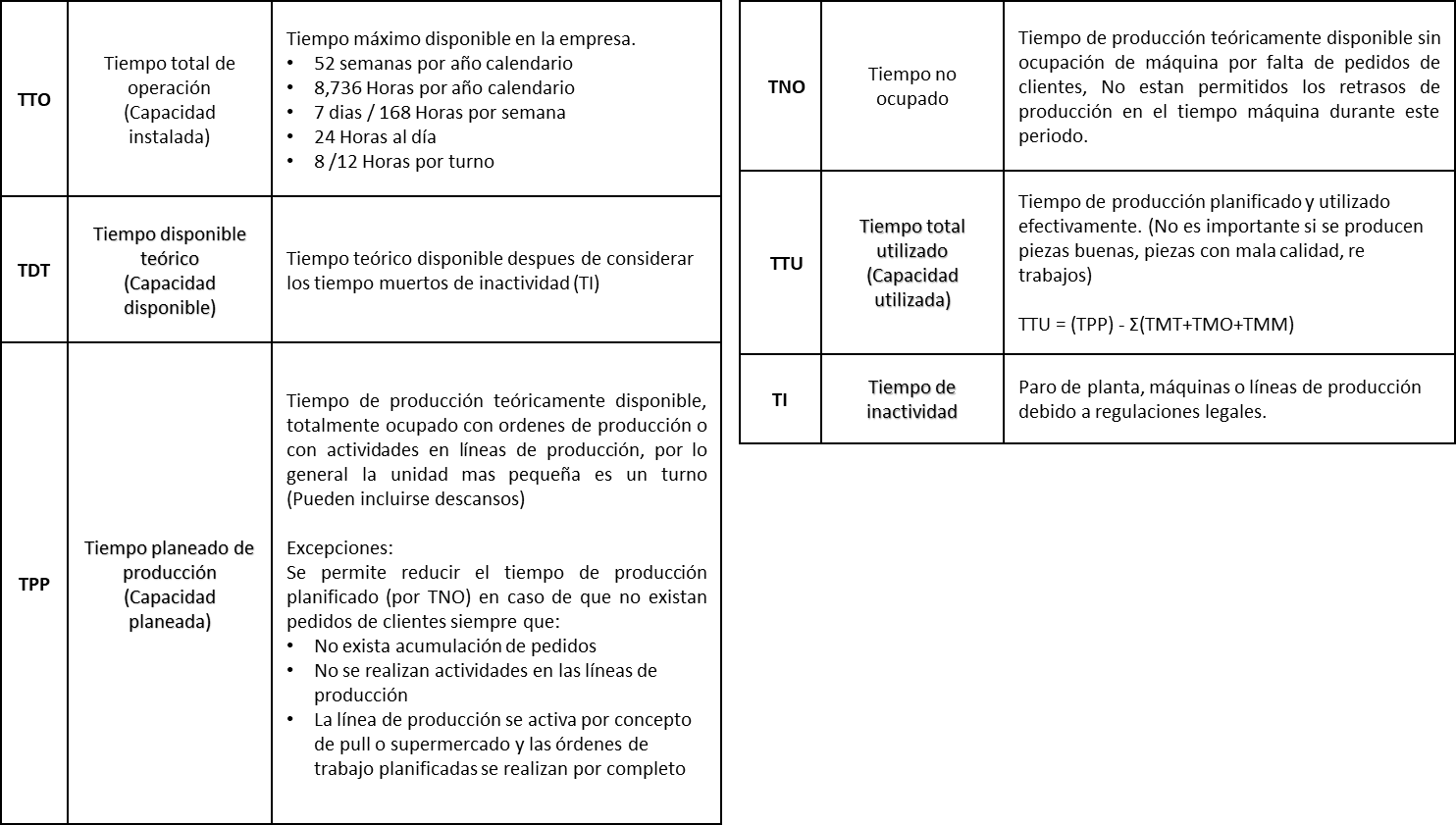
El OEE (Overall Equipment Effectiveness) es la relación de las tres variables más importantes de manufactura, para determinar una métrica que represente el desempeño general de un activo o equipo en un proceso de manufactura:
es un indicador vital que representa la capacidad real para producir sin defectos, el rendimiento del proceso y la disponibilidad de los equipos.
Es un indicador poderoso que requiere de información diaria.
El indicador OEE es una herramienta integral de evaluación comparativa, esto quiere decir que
puede ser utilizado para evaluar los diferentes componentes del proceso de producción, por ejemplo:
disponibilidad, rendimiento y calidad. Del mismo modo, es un indicador apropiado al momento
de medir los avances reales en 5s, Lean Manufacturing, Kaizen, TPM y Six Sigma.
La Eficiencia General de Equipos es considerada por muchos especialistas como una de las
herramientas de evaluación, más eficaz para la toma de decisiones referentes al sistema productivo.
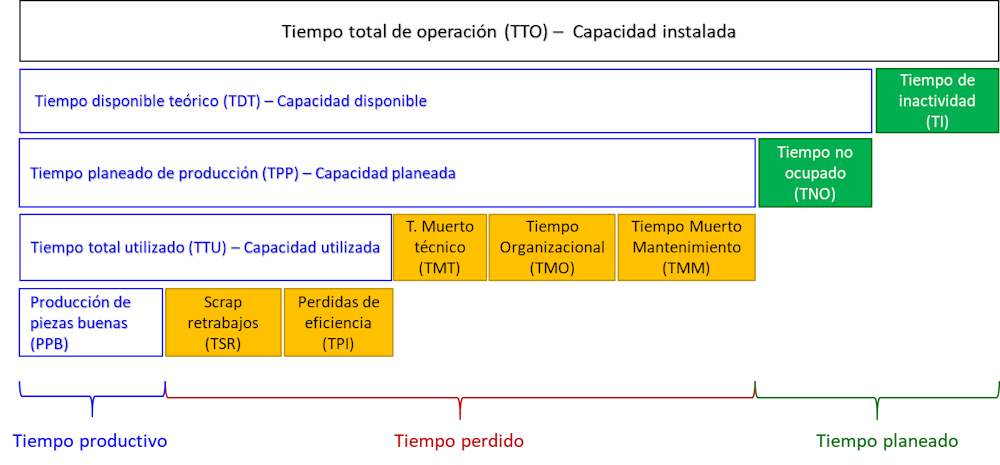
Las siguientes, son las fórmulas utilizadas para el cálculo del OEE:
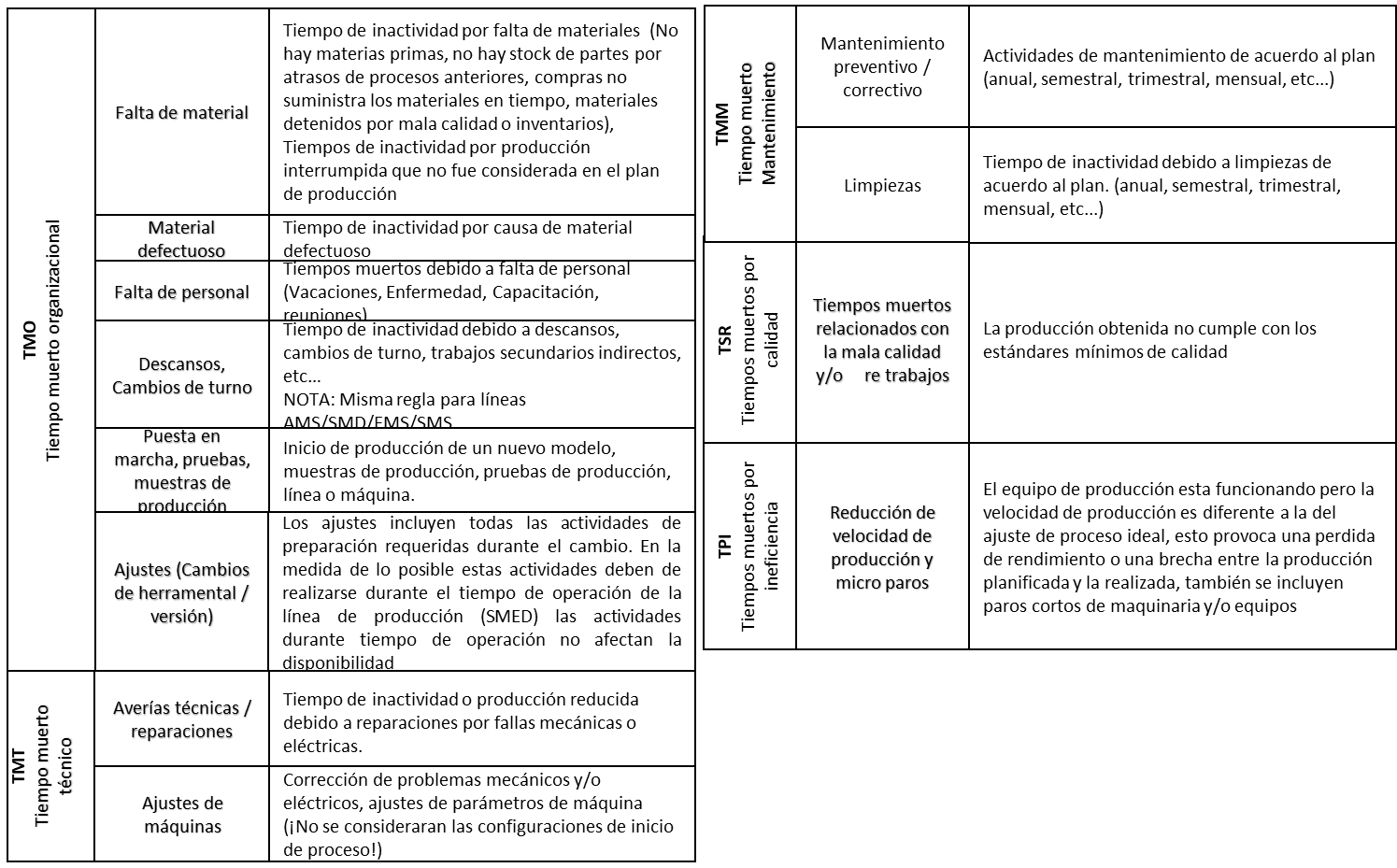
Uno de los principales objetivos del OEE es reducir y / o eliminar las llamadas Seis Grandes Pérdidas
• Falla en el equipamiento (Tiempo muerto)
• Configuración y Ajustes
• Ralentí y paradas menores
• Velocidad reducida
• Defectos de proceso
• Rendimiento reducido
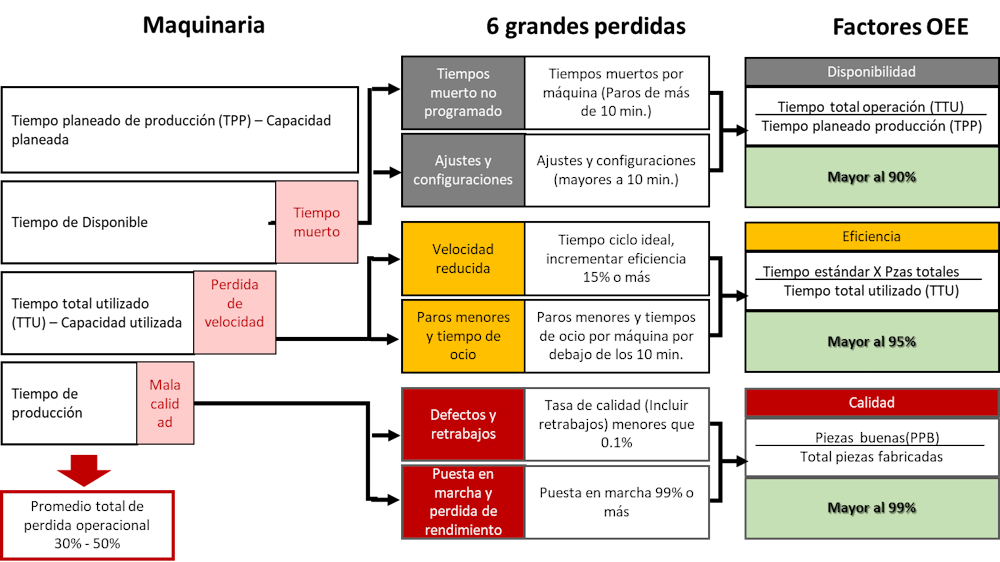
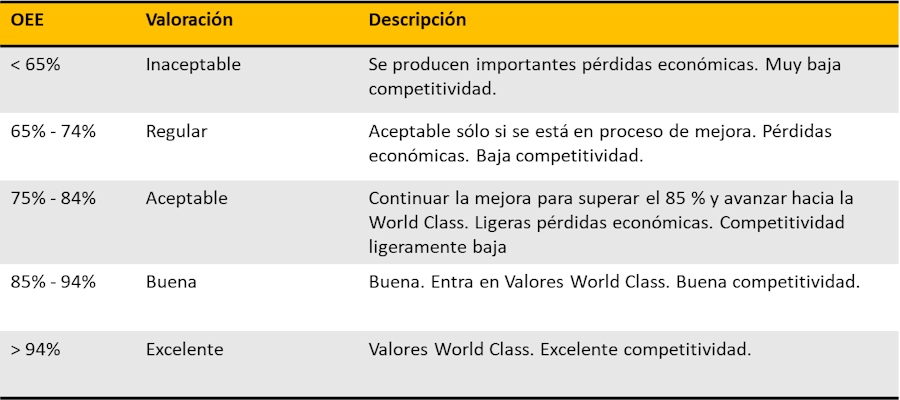
El valor obtenido en el indicador OEE tiene una valoración cualitativa, muchos expertos coinciden en la siguiente relación:
Actualmente las industrias más avanzadas cuentan con sistemas de Gestión de la producción, llamados MES/MOM (Manufacturing Execution Systems/Manufacturing Operation Management ), que permiten monitorizar todas las constantes vitales de la planta, recogiendo datos de todos los equipos de producción, realizando cálculos e históricos, permiten relacionarlos entre sí y proporcionar sólo la información necesaria en cada nivel jerárquico de la empresa. De esta forma, no sólo obtenemos datos sobre el OEE en tiempo real, sino sobre muchos otros KPI’s, que nos permitirán tomar decisiones o medidas instantáneas, teniendo un rápido feedback sobre la eficacia de las mismas.